
|
उत्पाद विवरण:
|
|
| उत्पत्ति के प्लेस: | चीन |
|---|---|
| ब्रांड नाम: | DZ |
| प्रमाणन: | CE ISO |
|
भुगतान & नौवहन नियमों:
|
|
| न्यूनतम आदेश मात्रा: | एक सेट |
| पैकेजिंग विवरण: | लकड़ी के मामले पैकिंग |
| प्रसव के समय: | 20 दिन |
| भुगतान शर्तें: | एल / सी, टी / टी, वेस्टर्न यूनियन |
| आपूर्ति की क्षमता: | 20 सेट / प्रति माह |
|
विस्तार जानकारी |
|||
| वोल्टेज: | 380V / 50Hz | शर्त: | 100% नई |
|---|---|---|---|
| बिक्री के बाद सेवा प्रदान की जाती है: | विदेशों में सेवा मशीनरी के लिए उपलब्ध इंजीनियर्स, वीडियो तकनीकी सहायता, ऑनलाइन समर्थन, फील्ड रखरखाव | उपयोग: | पीसना और चमकाना |
| प्रकार: | धातु चमकाने मशीन, कोण पालिशगर | आवेदन: | पीतल, स्टील, स्टेनलेस स्टील, एल्यूमीनियम भागों |
| गारंटी: | 1 साल | नाम: | पूरी तरह से स्वचालित धातु चमकाने की मशीन |
| हाई लाइट: | 50 हर्ट्ज स्वचालित पॉलिश मशीन,380 वी स्वचालित चमकाने मशीन,पीतल नल ऑटो बफरिंग मशीन |
||
उत्पाद विवरण
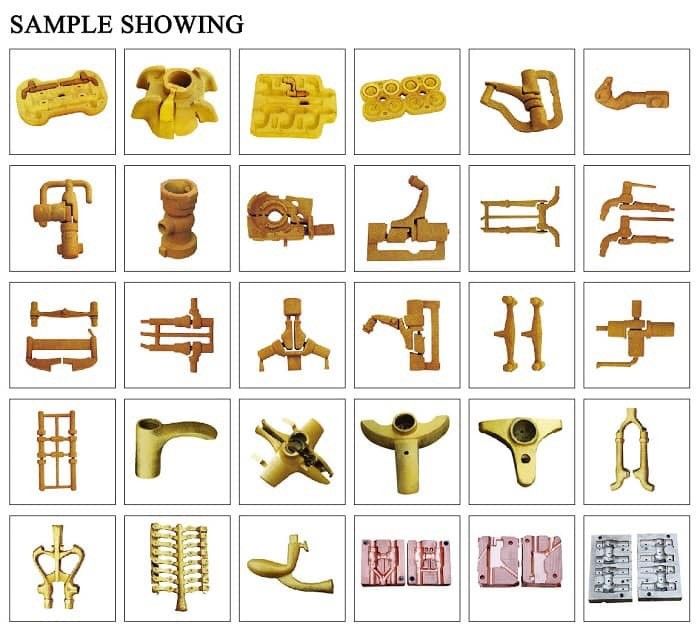
Faucets में पीतल बार से, पीतल नल उत्पादन
पीतल की सलाखों से नल में
नल का उत्पादन आंशिक रूप से स्वचालित है, जबकि अधिकांश कार्य चरण अभी भी हाथ से किए जाते हैं।संक्षेप में, काम के चरण कोर बिल्डिंग, कास्टिंग, ढलाई, मशीनिंग, पीस, पॉलिश, क्रोम-प्लेटिंग, विधानसभा और परीक्षण हैं।हालांकि, इनसे पहले ही बहुत सारे काम किए जा चुके हैं: एक नया उत्पाद तैयार किया गया है और इसका उत्पादन कंप्यूटर पर सिम्युलेटेड किया गया है, जिसके बाद कास्टिंग का परीक्षण किया गया है और इसे तब तक समायोजित किया जाता है जब तक कि यह पूर्ण न हो जाए।कास्टिंग के दौरान आवश्यक सभी उपकरण, शेल मोल्ड और कोर बॉक्स बनाता है।
![]()
कास्टिंग पीतल की सलाखों और कोर से शुरू होती है
नल उत्पादन में सबसे महत्वपूर्ण घटक पीतल है, जिसमें से नल के शरीर को कास्टिंग के माध्यम से बनाया गया है।कोर उत्पादन प्रक्रिया का एक केंद्रीय हिस्सा है, क्योंकि यह कास्टिंग के दौरान नल शरीर में जल चैनल बनाता है।एक ठोस कोर ठीक रेत से बनाया गया है और एक कोर बॉक्स में गर्म करके एक कठोर एजेंट है।
कोर ठीक रेत से बना है और यह कास्टिंग के दौरान नल शरीर के लिए जलमार्ग बनाता है।
![]()
![]()
कास्टिंग के दौरान, शेल मोल्ड पानी और ग्रेफाइट समाधान में डूबा हुआ है।ढलाईकार (कास्टिंग के लिए जिम्मेदार व्यक्ति) कोर को मोल्ड के अंदर रखता है और संपीड़ित हवा का उपयोग करके शेल मोल्ड से किसी भी ढीली रेत को हटा देता है।
कोर को मोल्ड के अंदर रखा जाता है।
मोल्ड को सील कर दिया जाता है और कास्टिंग भट्टी के धधकते गर्म कास्टिंग कक्ष में रखा जाता है।तीन टन पिघला हुआ पीतल कास्टिंग भट्ठी से शेल मोल्ड में प्रवाहित होता है।कोर मोल्ड के अंदर खुले जलमार्गों को बनाए रखता है, जिसमें तकनीकी घटक स्थापित होते हैं और जिसके माध्यम से नल से पानी बहता है।
पिघला हुआ पीतल शैल सांचों में बहता है
संक्षिप्त शीतलन के बाद, ढलाईकार ठंडी हवा को स्थानांतरित करने के लिए चिमटे का उपयोग करता है।इसके बाद, धातु के गोले से सुसज्जित एक चक्की में घूमते हुए, नल शरीर के अंदर से कोर को हटा दिया जाता है।
![]()
फाउंड्री से डिलीट किए गए ठंडे नल बॉडी को एक दूसरे से अलग करके देखा जाता है, और जो भी कास्टिंग के दौरान आवश्यक थे लेकिन पूर्ण नल में शामिल नहीं हैं उन्हें हटा दिया जाता है।
आगे की प्रक्रिया के लिए तैयार पीतल के नल निकाय
नल निकायों को फिर एक कन्वेयर बेल्ट पर रखा जाता है, जो उन्हें स्वचालित मशीनिंग, पीस और पॉलिशिंग प्रक्रियाओं के माध्यम से स्थानांतरित करता है।एक जटिल पीस प्रक्रिया के दौरान शुरू में निर्मित खुरदरी सतह को चिकना बनाया जाता है।जमीन की धातु की सतह पॉलिश रहित होती है।अंत में, कर्मचारी नेत्रहीन और हाथ से गुणवत्ता के स्तर का निरीक्षण करते हैं।विशेष उत्पादों के छोटे बैच जमीन और मैन्युअल रूप से पॉलिश किए जा सकते हैं।मामूली मरम्मत भी हाथ से की जा सकती है।
निर्दोष परिणाम सुनिश्चित करने के लिए विशेष उत्पादों और मरम्मत के छोटे बैच अभी भी हाथ से किए जाते हैं।
![]()
![]()
अपना संदेश दर्ज करें
| Xiamen DingZhu Intelligent Equipment Co.,Ltd |
| No.36 Qingxi रोड, Guankou टाउन, Jimei जिला ज़ियामेन शहर, फ़ुज़ियान प्रांत, चीन |
| 86-592-6262884 |
| dzivydeng@163.com |